- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


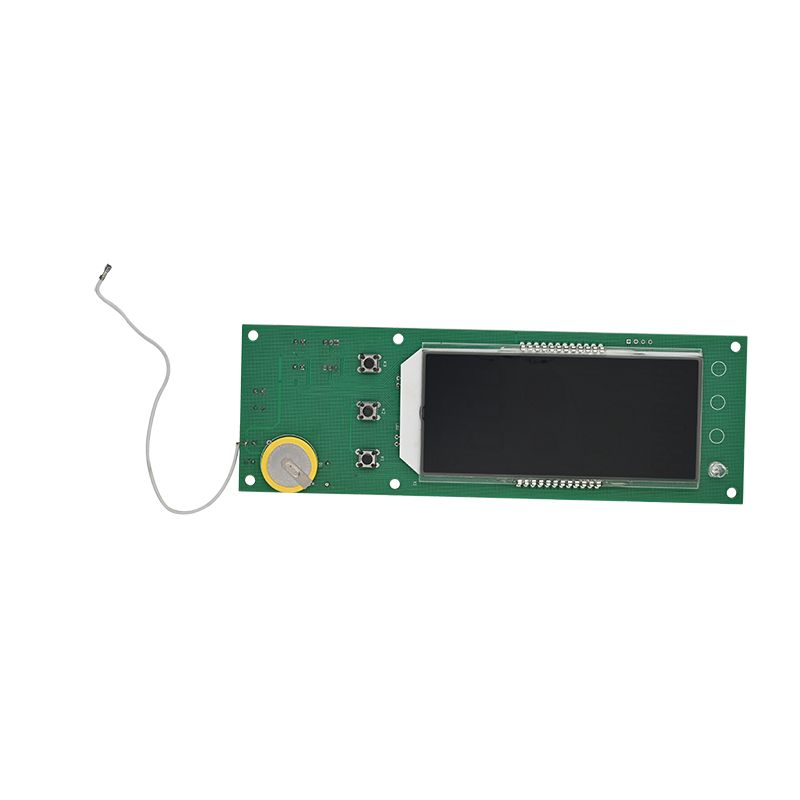
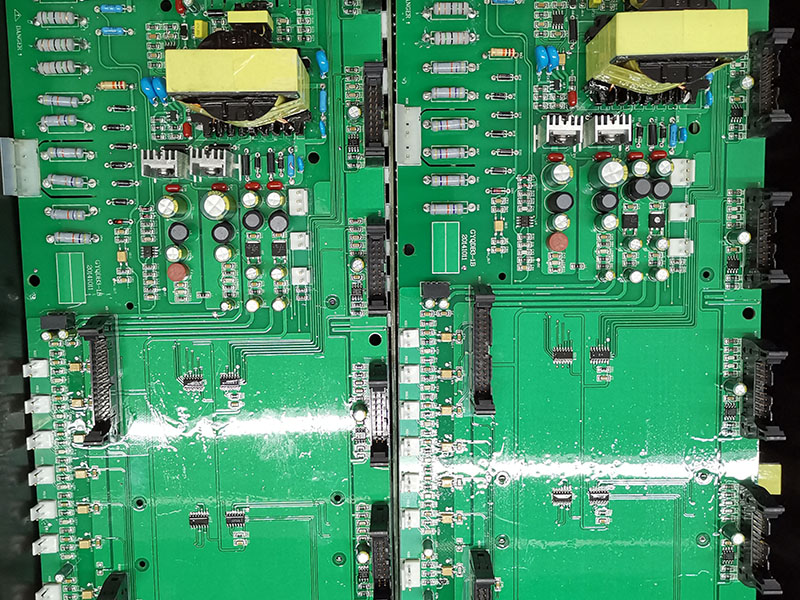
एयर कंडीशनर पीसीबीए
यूनिक्सप्लोर इलेक्ट्रॉनिक्स एक चीनी कंपनी है जो 2008 से प्रथम श्रेणी एयर कंडीशनर पीसीबीए बनाने और उत्पादन पर ध्यान केंद्रित कर रही है। हमारे पास आईएसओ 9001:2015 और आईपीसी-610ई पीसीबी असेंबली मानकों के प्रमाणन हैं।
नमूना:UE-205
जांच भेजें
उत्पाद वर्णन
एयर कंडीशनर पीसीबीए के लिए एसएमटी सोल्डरिंग प्रक्रिया की प्रथम-पास दर में सुधार कैसे करें
यूनिक्सप्लोर इलेक्ट्रॉनिक्स उच्च गुणवत्ता के विकास और विनिर्माण के लिए प्रतिबद्ध हैएयर कंडीशनर पीसीबीए 2011 से OEM और ODM प्रकार के रूप में।
एयर कंडीशनर पीसीबीए के लिए एसएमटी सोल्डरिंग की प्रथम-पास दर में सुधार करने के लिए, यानी, सोल्डरिंग गुणवत्ता और उपज में सुधार करने के लिए, निम्नलिखित पर विचार करें:
प्रक्रिया पैरामीटर अनुकूलित करें:एक स्थिर और विश्वसनीय सोल्डरिंग प्रक्रिया सुनिश्चित करने और गर्मी या गति के कारण होने वाले सोल्डरिंग दोषों से बचने के लिए तापमान, गति और दबाव सहित एसएमटी उपकरण के लिए उचित प्रक्रिया पैरामीटर सेट करें।
उपकरण की स्थिति जांचें:सामान्य और स्थिर संचालन सुनिश्चित करने के लिए एसएमटी उपकरणों का नियमित रूप से निरीक्षण और रखरखाव करें। सामान्य उपकरण संचालन सुनिश्चित करने के लिए पुराने घटकों को तुरंत बदलें।
घटक प्लेसमेंट अनुकूलित करें:एसएमटी असेंबली प्रक्रिया को डिजाइन करते समय, एयर कंडीशनर पीसीबीए सोल्डरिंग प्रक्रिया के दौरान हस्तक्षेप और त्रुटियों को कम करने के लिए घटकों के बीच अंतर और अभिविन्यास पर विचार करते हुए, घटकों को तर्कसंगत रूप से रखें।
सटीक घटक प्लेसमेंट:सटीक सोल्डरिंग के लिए उचित मात्रा में सोल्डर पेस्ट और एसएमटी उपकरण का उपयोग करके सटीक घटक प्लेसमेंट और स्थिति सुनिश्चित करें।
कर्मचारी प्रशिक्षण बढ़ाएँ:ऑपरेटरों को उनकी एसएमटी सोल्डरिंग तकनीक और परिचालन कौशल में सुधार करने, परिचालन संबंधी त्रुटियों और सोल्डरिंग गुणवत्ता की समस्याओं को कम करने के लिए पेशेवर प्रशिक्षण प्रदान करें।
सख्त गुणवत्ता नियंत्रण:सख्त गुणवत्ता नियंत्रण मानकों और प्रक्रियाओं का परिचय दें, सोल्डरिंग गुणवत्ता की व्यापक निगरानी और निरीक्षण करें, और समस्याओं की तुरंत पहचान, समायोजन और सुधार करें।
निरंतर सुधार:वेल्डिंग प्रक्रिया के दौरान गुणवत्ता के मुद्दों और दोषों के कारणों का नियमित रूप से विश्लेषण करें, निरंतर सुधार लागू करें, प्रक्रियाओं और प्रक्रियाओं को अनुकूलित करें, और सोल्डरिंग उपज और उत्पाद की गुणवत्ता में वृद्धि करें।
उपरोक्त उपायों पर व्यापक रूप से विचार और कार्यान्वयन करके, एयर कंडीशनर पीसीबीए के लिए एसएमटी सोल्डरिंग की उपज में प्रभावी ढंग से सुधार किया जा सकता है, जिससे सोल्डरिंग गुणवत्ता और उत्पाद की गुणवत्ता की स्थिरता और विश्वसनीयता सुनिश्चित हो सकती है।
एयर कंडीशनर पीसीबीए निर्माण
* क्लाइंट द्वारा आपूर्ति की गई Gerber फ़ाइल और BOM सूची
* नंगे पीसीबी का उत्पादन, हमारे द्वारा खरीदे गए घटक
* पूरी तरह से इकट्ठे भागों के साथ पीसीबी निर्माण
* शिपिंग से पहले 100% कार्यात्मक रूप से परीक्षण किया गया
* RoHS अनुरूप, सीसा रहित विनिर्माण प्रक्रिया
* स्वतंत्र ईएसडी पैकेज के साथ त्वरित डिलीवरी
* पीसीबी डिजाइन, पीसीबी लेआउट, पीसीबी निर्माण, घटकों की खरीद, पीसीबी एसएमटी और डीआईपी असेंबली, आईसी प्रोग्रामिंग, फ़ंक्शन टेस्ट, पैकेजिंग और डिलीवरी के लिए वन स्टॉप इलेक्ट्रॉनिक विनिर्माण सेवा
* नंगे पीसीबी का उत्पादन, हमारे द्वारा खरीदे गए घटक
* पूरी तरह से इकट्ठे भागों के साथ पीसीबी निर्माण
* शिपिंग से पहले 100% कार्यात्मक रूप से परीक्षण किया गया
* RoHS अनुरूप, सीसा रहित विनिर्माण प्रक्रिया
* स्वतंत्र ईएसडी पैकेज के साथ त्वरित डिलीवरी
* पीसीबी डिजाइन, पीसीबी लेआउट, पीसीबी निर्माण, घटकों की खरीद, पीसीबी एसएमटी और डीआईपी असेंबली, आईसी प्रोग्रामिंग, फ़ंक्शन टेस्ट, पैकेजिंग और डिलीवरी के लिए वन स्टॉप इलेक्ट्रॉनिक विनिर्माण सेवा
यूनिक्सप्लोर पीसीबी और पीसीबी असेंबली क्षमता
| पैरामीटर | क्षमता |
| परतें | 1-40 परतें |
| असेंबली प्रकार | थ्रू-होल (THT), सरफेस माउंट (SMT), मिश्रित (THT+SMT) |
| न्यूनतम घटक आकार | 0201(01005 मीट्रिक) |
| अधिकतम घटक आकार | 2.0 इंच x 2.0 इंच x 0.4 इंच (50 मिमी x 50 मिमी x 10 मिमी) |
| घटक पैकेज प्रकार | बीजीए, एफबीजीए, क्यूएफएन, क्यूएफपी, वीक्यूएफएन, एसओआईसी, एसओपी, एसएसओपी, टीएसएसओपी, पीएलसीसी, डीआईपी, एसआईपी, आदि। |
| न्यूनतम पैड पिच | क्यूएफपी, क्यूएफएन के लिए 0.5 मिमी (20 मिलियन), बीजीए के लिए 0.8 मिमी (32 मिलियन) |
| न्यूनतम ट्रेस चौड़ाई | 0.10 मिमी (4 मिलियन) |
| न्यूनतम ट्रेस क्लीयरेंस | 0.10 मिमी (4 मिलियन) |
| न्यूनतम ड्रिल आकार | 0.15 मिमी (6 मिलियन) |
| अधिकतम बोर्ड आकार | 18 इंच x 24 इंच (457 मिमी x 610 मिमी) |
| बोर्ड की मोटाई | 0.0078 इंच (0.2 मिमी) से 0.236 इंच (6 मिमी) |
| बोर्ड सामग्री | सीईएम-3, एफआर-2, एफआर-4, हाई-टीजी, एचडीआई, एल्युमीनियम, हाई फ्रीक्वेंसी, एफपीसी, रिजिड-फ्लेक्स, रोजर्स, आदि। |
| सतही समापन | OSP, HASL, फ्लैश गोल्ड, ENIG, गोल्ड फिंगर, आदि। |
| सोल्डर पेस्ट प्रकार | सीसा युक्त या सीसा रहित |
| तांबे की मोटाई | 0.5 आउंस - 5 आउंस |
| विधानसभा की प्रक्रिया | रिफ्लो सोल्डरिंग, वेव सोल्डरिंग, मैनुअल सोल्डरिंग |
| निरीक्षण के तरीके | स्वचालित ऑप्टिकल निरीक्षण (एओआई), एक्स-रे, दृश्य निरीक्षण |
| घर में परीक्षण के तरीके | कार्यात्मक परीक्षण, जांच परीक्षण, उम्र बढ़ने का परीक्षण, उच्च और निम्न तापमान परीक्षण |
| बदलाव का समय | सैंपलिंग: 24 घंटे से 7 दिन, मास रन: 10 - 30 दिन |
| पीसीबी असेंबली मानक | ISO9001:2015; आरओएचएस, यूएल 94वी0, आईपीसी-610ई क्लास ll |
यूनिक्सप्लोर वैल्यू-एडेड ईएमएस सेवा
● के प्रारूप में फ़ाइल के साथ आईसी प्री-प्रोग्रामिंग सेवाहेक्स,योगिनीऔरबिन.
● एयर कंडीशनर पीसीबीए कार्यात्मक परीक्षण स्थिरता ग्राहक की परीक्षण आवश्यकताओं के अनुसार अनुकूलित
● प्लास्टिक और मेटल केस मोल्ड और पार्ट उत्पादन सहित बॉक्स निर्माण सेवा
● चयनात्मक लाह कोटिंग, एपॉक्सी राल पॉटिंग सहित अनुरूप कोटिंग
● वायर हार्नेस और केबल असेंबली
● बॉक्स, स्क्रीन, मेम्ब्रेन स्विच, लेबलिंग और अनुकूलित कार्टन या रिटेल बॉक्स पैकिंग सहित तैयार उत्पाद असेंबली।
● पीसीबीए के लिए विभिन्न तृतीय-पक्ष परीक्षण अनुरोध पर उपलब्ध हैं
● उत्पाद प्रमाणन सहायता
● एयर कंडीशनर पीसीबीए कार्यात्मक परीक्षण स्थिरता ग्राहक की परीक्षण आवश्यकताओं के अनुसार अनुकूलित
● प्लास्टिक और मेटल केस मोल्ड और पार्ट उत्पादन सहित बॉक्स निर्माण सेवा
● चयनात्मक लाह कोटिंग, एपॉक्सी राल पॉटिंग सहित अनुरूप कोटिंग
● वायर हार्नेस और केबल असेंबली
● बॉक्स, स्क्रीन, मेम्ब्रेन स्विच, लेबलिंग और अनुकूलित कार्टन या रिटेल बॉक्स पैकिंग सहित तैयार उत्पाद असेंबली।
● पीसीबीए के लिए विभिन्न तृतीय-पक्ष परीक्षण अनुरोध पर उपलब्ध हैं
● उत्पाद प्रमाणन सहायता
पीसीबीए उत्पादन प्रक्रिया
-

1.स्वचालित सोल्डरपेस्ट मुद्रण
-
2.सोल्डरपेस्ट मुद्रण किया गया
-

3.श्रीमती चुनें और रखें
-
4.एसएमटी का चयन और स्थान पूरा हो गया
-
5.रिफ्लो सोल्डरिंग के लिए तैयार
-
6.रिफ्लो सोल्डरिंग किया गया
-
7.एओआई के लिए तैयार
-

8.एओआई निरीक्षण प्रक्रिया
-

9.टीएचटी घटक प्लेसमेंट
-

10.तरंग सोल्डरिंग प्रक्रिया
-
11.टीएचटी असेंबली हो गई
-

12.टीएचटी असेंबली के लिए एओआई निरीक्षण
-

13.आईसी प्रोग्रामिंग
-
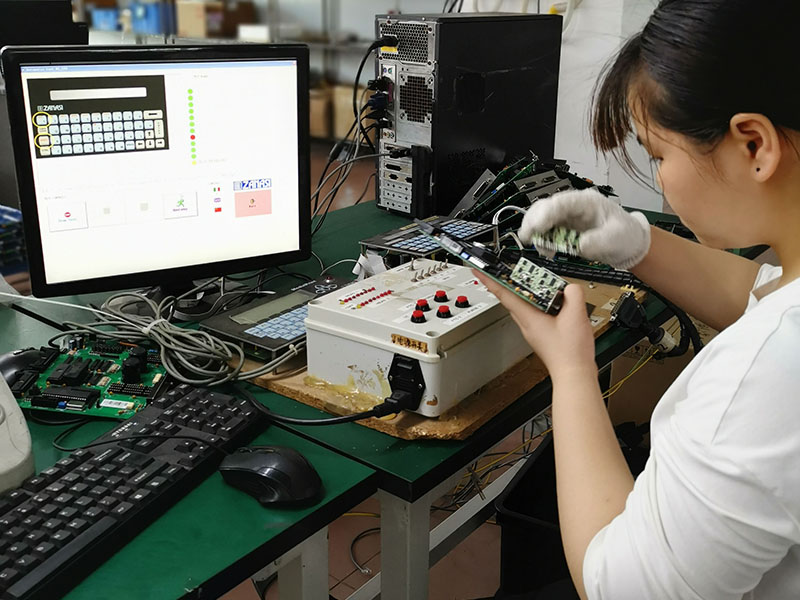
14.फ़ंक्शन परीक्षण
-
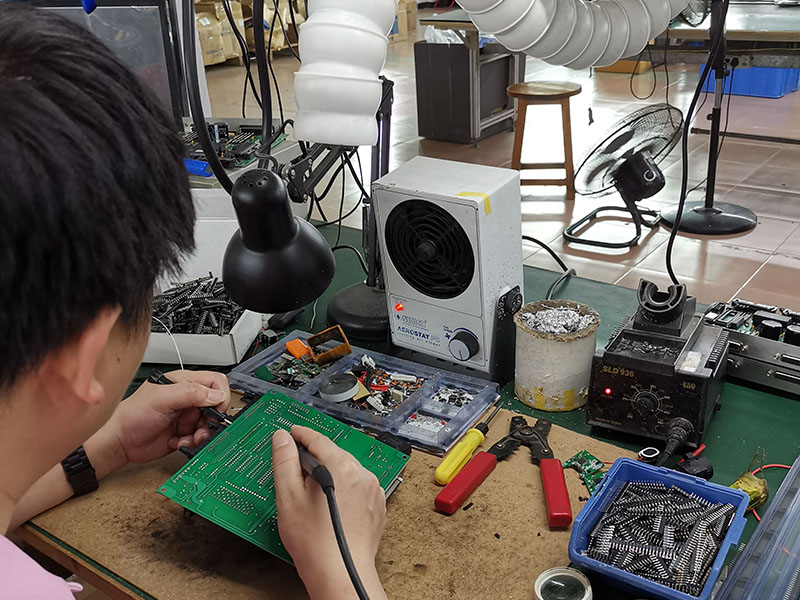
15.क्यूसी जाँच एवं मरम्मत
-
16.पीसीबीए अनुरूप कोटिंग प्रक्रिया
-

17.ईएसडी पैकिंग
-

18.शिपिंग के लिए तैयार
पैकेजिंग
पीसीबीए के लिए
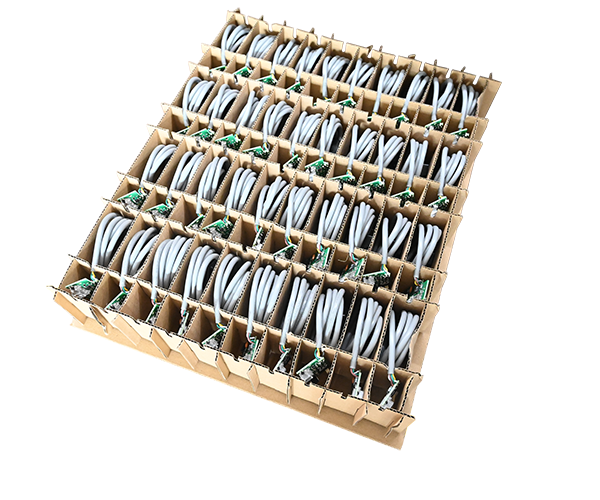

तैयार उत्पाद के लिए


हॉट टैग: एयर कंडीशनर पीसीबीए, चीन, निर्माता, आपूर्तिकर्ता, फैक्टरी, अनुकूलित, सस्ता, गुणवत्ता, उन्नत, सीई, 1 वर्ष की वारंटी, कीमत
संबंधित श्रेणी
घरेलू उपकरण पीसीबीए
औद्योगिक नियंत्रण पीसीबीए
ऑटोमोबाइल पीसीबीए
उपभोक्ता इलेक्ट्रॉनिक्स पीसीबीए
चिकित्सा उपकरण पीसीबीए
सुरक्षा प्रणाली पीसीबीए
हेल्थकेयर पीसीबीए
एलईडी लाइटिंग पीसीबीए
आईओटी पीसीबीए
इलेक्ट्रिक बागवानी उपकरण पीसीबीए
जांच भेजें
कृपया नीचे दिए गए फॉर्म में अपनी पूछताछ देने के लिए स्वतंत्र महसूस करें। हम आपको 24 घंटों में जवाब देंगे।